
共擠塑木復合材料是國內外近年興起的第二代新型環保塑木復合材料,從結構上看,該材料包括芯料和將芯料包裹的面料,木紋的效果體現在面料。制備方法是指利用熱塑性塑料(聚乙烯、聚丙烯和聚氯乙烯等)與木粉、稻殼、秸稈等廢植物纖維混合成的芯層料經錐形雙螺桿擠出到機頭,與另外通過一臺單螺桿擠出機擠出的含高分子材料和色母的包覆面料進行匯合擠出成表面有不用木紋效果的型材:這種型材兼具木材和塑料的性能與特征,是能替代木材和塑料的新型復合材料,主要用于建材、家具、物流包裝等行業。

目前通過傳統單螺桿擠出機生產的型材木紋外觀存在無法忽視的缺點,最常見的問題就是仿木紋效果不理想,分散不均勻,或有或無且容易出現單側流紋現象,與原木材相比,共擠混色塑木材料顏色和紋理不自然,缺乏木質感。
針對以上缺點科技人員提供一種仿木紋共擠混色塑木復合材料的生產裝置,可以優化含高分子材料的面料和色母添加流程,使最終型材的表面具有木質的顏色和紋理。采取的技術方案是:仿木紋共擠混色塑木復合材料的生產裝置,包括彼此連通的第一擠出部件、第二擠出部件和共擠模塊,第一擠出部件和第二擠出部件的輸出端分別與共擠模塊的兩個輸入端連接,第一擠出部件用于投入高分子材料和廢植物的混合物,第二擠出部件用于投入面料,在傳統方案中兩者在共擠模塊中混合后擠出即可成型,其中混合物作為芯層,面料作為表層。生產裝置還包括:面料入口,設置在第二擠出部件遠離共擠模塊的位置;色母入口,設置在第二擠出部件靠近共擠模塊的位置。
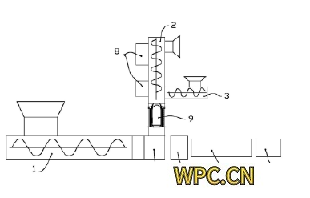
由于面料和色母的熔點不同,這里通過在不同階段分別輸入原料,再通過調整合適的加熱溫度,能夠輕松控制兩者在即將到達共擠模塊之前處于近似的熔融狀態,制成的表層的質地會更加地均勻。生產裝置還包括木紋控制部件,設置在第二擠出部件的末端和共擠模塊之間,包括外殼和固定在外殼內部的混煉模塊,外殼的內部和混煉模塊均為回轉體結構,外殼首尾兩端分別與第二擠出部件和共擠模塊連接。混煉模塊與外殼之間具有間隙,混煉模塊靠近第二擠出部件的前端為頭窄身寬的結構,面料與色母混合后接觸混煉模塊后會被混煉模塊排擠到四周的間隙,除了把色母適度塑化達到直線型的明顯木紋效果之外,也能夠使色母均勻分布于面料之中。作為上述方案的改進,一般的色母的熔點較低,在色母被擠入混煉模塊與外殼之間的間隙后依靠摩擦力也有機會獲取足夠的熱量轉變為熔融狀態;還有就是色母直接從熔融狀態的面料中吸收部分熱量,從而轉變為熔融狀態。不過所述外殼上設有加熱部件,可以更加方便加熱色母,提高生產效率。通過分開加入面料和色母,有效解決了現有技術中兩者同時加入時色母過度融化且容易受到面料熔解干擾造成的流速不穩定所出現的仿木紋效果不理想或有或無的現狀。同時色母的加入量處于可控狀態,自然地所生產的仿木紋也處于可控狀態。通過上述的技術方案,可最大限度地發揮色母的效果,同樣顏色的產品可減少加入量,降低成本;同時也可進一步微調木紋控制部件的結構,適應不同熔融指數的色母,有效解決現有技術對色母使用的局限性。此生產裝置通過分開加入面料和色母,有效解決了現有技術中兩者同時加入時色母過度融化且容易受到面料溶解干擾造成的流速不穩定所出現的仿木紋效果不理想或有或無的現狀。同時色母的加入量處于可控狀態,自然地所生產的仿木紋也處于可控狀態。
來源: 摘編自CN 111037872 A






